Vijesti
Dom / Vijesti / Vijesti o industriji / Samo tanak zaštitni sloj čini razliku: Zašto neke bakrene cijevi traju 15 godina, dok druge korodiraju i cure nakon samo 3 godine?

“Oboje jesu bakrene cijevi koristi u oprema za desalinizaciju morske vode , ali proizvodi kojima smo tretirali konvencionalno dekapiranje i pasiviranje pokazala je rupičastu koroziju i curenje u manje od 3 godine u morskom okolišu; dok je konkurentski proizvod, tretiran s tehnologija vakuumskog ioniziranja , ima radni vijek preko 15 godina, a njegova jedinična cijena je 30% viša od naše.” G. Liu, tehnički direktor tvrtke za cijevi od bakrenih legura u Qingdaou, podigao je dva dijela odbačenih i netaknutih bakrenih cijevi, otkrivajući skrivenu vrijednost tehnologije površinske obrade. Površinska obrada, kao posljednji korak u proizvodnji bakrenih cijevi, može izgledati kao jednostavna pomoćna operacija "uklanjanja hrđe i premazivanja", ali ona izravno određuje proizvod otpornost na koroziju, otpornost na habanje , i vijek trajanja , i further impacts its market positioning and added value. Currently, most domestic copper tube manufacturers still rely on traditional surface treatment processes such as dekapiranje i obično pasiviranje , čineći njihove proizvode neprikladnima za zahtjevna okruženja kao što su morska, kemijska i vrhunska obrada vode ; nekoliko je tvrtki, međutim, unaprijedilo svoje rafinirane tehnologije površinske obrade , omogućujući njihovim bakrenim cijevima da zadrže stabilne performanse u ekstremnim okruženjima i lako zauzmu vrhunsko tržište. Ova tanka " zaštitni film " postaje temeljni detalj koji razlikuje konkurentnost proizvoda od bakrenih cijevi, a također drži ključ za nadogradnju industrije s "kvalificiranog" na "visoku kvalitetu".
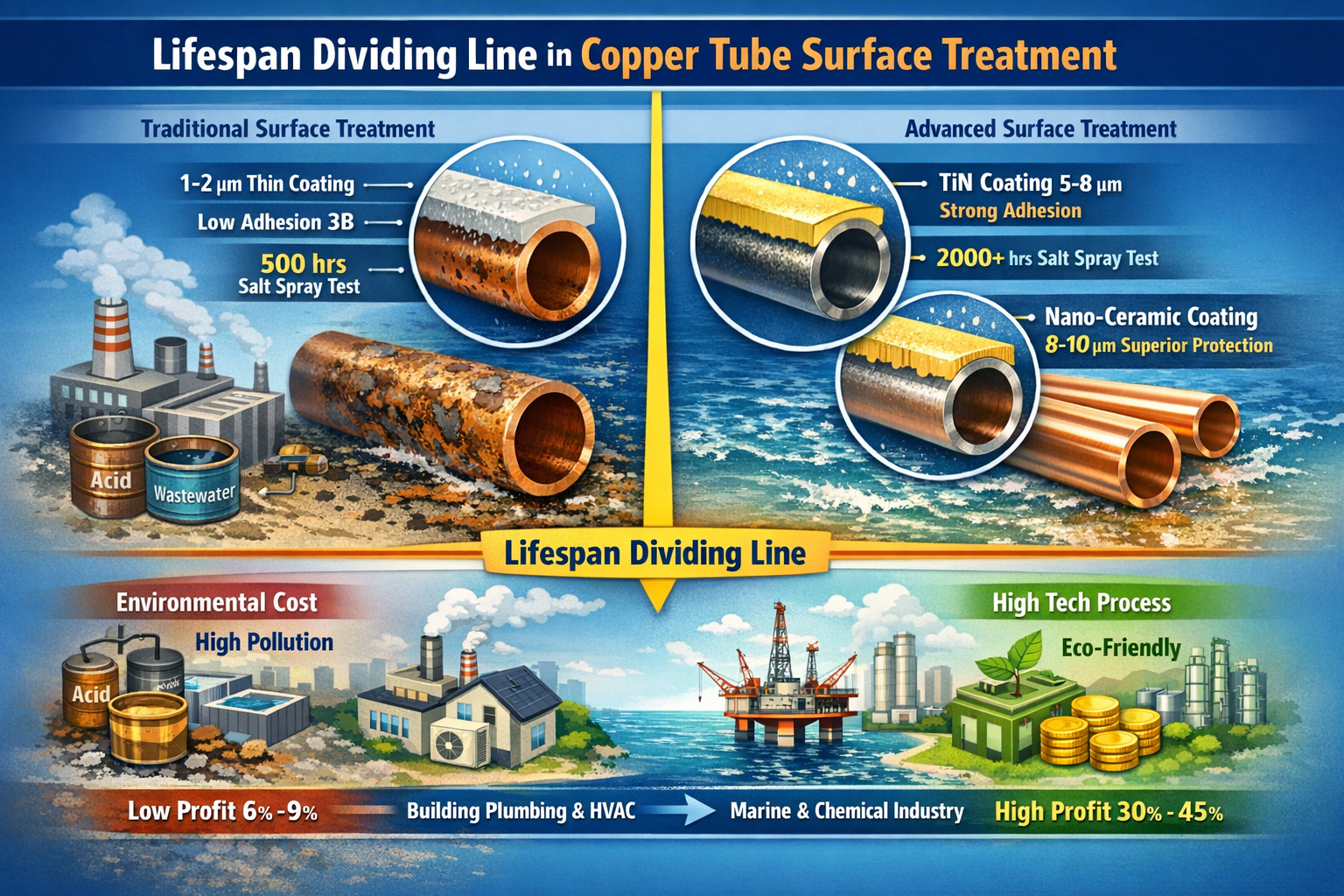
Temeljna vrijednost površinske obrade bakrenih cijevi leži u formiranju zaštitnog sloja na površini fizičkim ili kemijskim sredstvima, izolaciji od korozivnih izvora kao što su zrak, vlaga i kiselinsko-bazni mediji, dok se istovremeno optimizira hrapavost površine i poboljšava kompatibilnost proizvoda. Zaštitni slojevi formirani različitim procesima značajno se razlikuju jednolikost debljine, adhezija i otpornost na koroziju , što u konačnici izravno utječe na životni vijek proizvoda. Podaci iz ubrzanih testova starenja koje je provelo Kinesko udruženje industrije prerade obojenih metala pokazuju da: Bakrene cijevi koriste tradicionalni proces kiseljenja i pasiviranja imaju debljinu zaštitnog sloja od samo 1-2 μm, ocjenu prianjanja 3B (lako se odvaja) i ubrzani životni vijek ispitivanja korozije od približno 500 sati u okruženju s 5% slane vode, što odgovara stvarnom vijeku trajanja od 3-5 godina; Bakrene cijevi pomoću postupak vakuumske ionske presvlake (TiN coating). imaju debljinu zaštitnog sloja od 5-8 μm, ocjenu prianjanja od 1B (jako prianjanje) i vijek trajanja od preko 2000 sati u istom okruženju slane vode, sa stvarnim vijekom trajanja od preko 15 godina; dok bakrene cijevi koriste elektrokemijsko poliranje postupak nanokeramičkog premazivanja nude još bolju zaštitnu izvedbu, sa stvarnim životnim vijekom većim od 20 godina, savršeno prikladnim za visoko korozivna kemijska okruženja.
Iz perspektive scenarija primjene i dodane vrijednosti, razlike u procesima površinske obrade izravno određuju tržišnu razinu proizvoda. Bakrene cijevi koje se koriste u konvencionalnim građevinskim vodovodima i uobičajenim klimatizacijskim i rashladnim sustavima imaju niske zahtjeve za otpornošću na koroziju, a tradicionalni procesi dekapiranje i pasivizacija su dovoljni. Bruto profitna marža za ove proizvode je samo 6%-9%. Međutim, bakrene cijevi koje se koriste u pomorskom inženjerstvu, kemijskim cjevovodima i vrhunskoj opremi za pročišćavanje vode moraju dugo vremena izdržati oštra okruženja kao što su sol, lužine i kiseline, što zahtijeva rafinirani procesi površinske obrade . Ovi proizvodi mogu postići bruto profitnu maržu od 30%-45%, a potražnja na tržištu je stabilna. Stiardi nabave proizvođača pomorske inženjerske opreme pokazuju da njihove odgovarajuće bakrene cijevi moraju proći 1000-satni test neutralnog slanog spreja bez korozije, a hrapavost površine mora biti ≤Ra0,2μm. Samo 3-5 domaćih tvrtki koje koriste vrhunske procese površinske obrade mogu zadovoljiti te standarde; većina tvrtki koje se oslanjaju na tradicionalne procese propuštaju te narudžbe.
(Ovu sliku generirao je AI.)
Iz praktične poslovne perspektive, razlike u procesima površinske obrade također se odražavaju na ekološke troškove i učinkovitost proizvodnje. Tradicionalni procesi kiseljenja i pasiviranja oslanjaju se na jake kiseline i baze, koje ne samo da stvaraju veliku količinu otpadne vode koja sadrži teške metale, što rezultira visokim troškovima obrade okoliša (otprilike 300 juana po toni bakrene cijevi), već također pate od problema kao što su nejednaka površinska korozija i ljuštenje zaštitnog sloja, što zahtijeva često održavanje. Fino podešeni procesi kao što su vakuumsko ionsko oplata i elektrokemijsko poliranje koriste tehnologije nulte emisije ili reagense s niskim zagađenjem, smanjujući troškove obrade okoliša na 80-120 juana po toni bakrene cijevi. Nadalje, ovi procesi nude bolju ujednačenost i prianjanje zaštitnog sloja, eliminirajući potrebu za dodatnim održavanjem. Iako je početno ulaganje u opremu veće, dugoročni ukupni trošak je niži, a potencijal vrhunske cijene proizvoda značajno je poboljšan.
| Proces površinske obrade | Osnovna oprema/reagensi | Parametri zaštitnog sloja | Otpornost na koroziju (ispitivanje slanim sprejom) | Primjenjivi scenariji | Ukupni trošak (yuan/tona) | Premijska stopa proizvoda |
| Tradicionalno kiseljenje i pasiviranje | Mješavina klorovodične kiseline i dušične kiseline, koja se koristi u spremniku za kiseljenje. | Debljina: 1-2 μm, Adhezija: 3B, Hrapavost: Ra 0,8-1,2 μm | ≤500 sati, osjetljiv na rupičastu koroziju. | Opći građevinski vodovod i odvodnja, bakrena cijev za klimatizaciju kućanstva | 450-550 (prikaz, ostalo). | 0%-5% |
| Vakuumsko ionsko nanošenje (TiN premaz) | Stroj za vakuumsko ionsko oplatu, titanski ciljni materijal | Debljina: 5-8 μm, Adhezija: 1B, Hrapavost: Ra 0,2-0,4 μm | 1500-2000 sati, bez korozije. | Bakrene cijevi za brodostrojarstvo i brodogradnju. | 800-900 (prikaz, stručni). | 25%-30% |
| Nanokristalni keramički premaz za elektrokemijsko poliranje | Spremnik za elektrokemijsko poliranje, nano-keramičko sredstvo za premazivanje | Debljina: 8-10 μm, Adhezija: 1A, Hrapavost: Ra ≤ 0,2 μm | ≥2000 sati, izuzetno jaka otpornost na koroziju | Kemijski cjevovodi, vrhunska oprema za pročišćavanje vode, bakrene cijevi | 1200-1500 (prikaz, stručni). | 35%-45% |
Tablica 1: Usporedba ključnih parametara i vrijednosti primjene triju procesa površinske obrade
Ono što se čini kao suptilna razlika u "debljini zaštitnog sloja" zapravo odražava značajan jaz u mogućnostima u tri ključna područja: tehnologija opreme , kontrola procesa , i formulacija reagensa . Detaljna istraživanja tvornica otkrivaju da razlika u procesima površinske obrade među domaćim tvrtkama nije samo stvar odabira opreme, već razlika u sposobnosti precizne kontrole i optimizacije detalja procesa. Ova tri ključna pitanja zajedno dovode do razlika u proizvodu otpornost na koroziju and dodana vrijednost .
Osnovne tehnologije sofisticirane opreme za obradu površina dugo su monopolizirale njemačke i švicarske tvrtke. Iako domaći proizvođači opreme mogu proizvesti osnovnu opremu za premazivanje i poliranje, postoje značajne praznine u kontroli jednolikosti premaza, prilagodbi intenziteta ionske zrake i preciznosti poliranja. Uvezeni strojevi za vakuumsko ionsko nanošenje koriste tehnologiju kolaborativnog raspršivanja s više ciljeva, zajedno s laserskim sustavom mjerenja debljine, koji može kontrolirati pogrešku debljine zaštitnog sloja unutar ±0,1 μm i postići 100% pokrivenost premazom; dok slična domaća oprema uglavnom koristi raspršivanje s jednom metom, pri čemu se mjerenje debljine prvenstveno oslanja na ručnu inspekciju, što rezultira greškom debljine do ±0,5 μm. To često dovodi do problema kao što su nepotpuni premaz i neujednačena debljina, ne ispunjavajući zahtjeve vrhunskih proizvoda.
Što je još važnije, inteligentni sustav upravljanja koji prati uvezenu opremu omogućuje precizno digitalno upravljanje procesnim parametrima. Automatski optimizira parametre kao što su intenzitet ionske zrake, vrijeme premazivanja i struja poliranja za različite materijale i specifikacije bakrenih cijevi. Nasuprot tome, domaćoj opremi često nedostaju inteligentne upravljačke funkcije, u potpunosti se oslanjajući na iskustvo radnika za podešavanje parametara, što rezultira slabom dosljednošću u izvedbi zaštitnog sloja u različitim serijama proizvoda. "Za bakrene cijevi istih specifikacija, one obrađene domaćom opremom ponekad prolaze test slanog spreja od 800 sati, dok druge traju samo 400 sati. Jednostavno ne možemo isporučiti vrhunske narudžbe u velikim količinama", rekao je inženjer Liu. Dodao je da je tvrtka pokušala otkloniti greške u procesu vakuumske ionske ploče koristeći domaću opremu, ali ni nakon dva mjeseca još uvijek nisu mogli postići stabilne rezultate, što ih je u konačnici prisililo da potroše više od 12 milijuna juana na uvezenu opremu.
Precizna kontrola procesa površinske obrade oslanja se na standardizirane operacije kroz cijeli proces. Međutim, većina malih i srednjih poduzeća bakrenih cijevi u Kini i dalje se oslanjaju na ekstenzivne metode proizvodnje , bez sustavnog sustava kontrole procesa. Na primjer, u tradicionalnim procesima kiseljenja i pasiviranja, suptilne promjene u koncentraciji kiseline, temperaturi kiseljenja i vremenu pasiviranja mogu utjecati na prianjanje zaštitnog sloja. Međutim, većina tvrtki nema jasne standarde kontrole parametara; koncentracija kiseline procjenjuje se vizualnim pregledom radnika, a temperaturne fluktuacije mogu doseći ±5 ℃, što dovodi do nestabilne izvedbe zaštitnog sloja. u elektrokemijsko poliranje stupanj, razmak između elektroda i gustoća struje utječu na hrapavost površine, ali većini tvrtki nedostaju fiksni standardi, oslanjajući se u potpunosti na iskustvo radnika za prilagodbe, što rezultira odstupanjima hrapavosti do ±0,3 μm unutar iste serije proizvoda.
Nasuprot tome, poduzeća zapošljavaju rafiniranih procesa uspostavili su standardizirani sustav kontrole kroz cijeli proces. Od praćenja koncentracije kiseline u stvarnom vremenu i digitalne kontrole parametara nanošenja do lasersko mjerenje debljine i ispitivanje adhezije gotovog zaštitnog sloja, svaki korak ima jasne standarde parametara i postupke testiranja, a svi su podaci sljedivi tijekom procesa. Procesni dokumenti tvrtke vrhunske bakrene cijevi pokazuju da njihov proces elektrokemijskog poliranja zahtijeva da gustoća struje bude stabilna na 20-22 A/dm², temperaturu kontroliranu na 45±1℃, a koncentraciju kiseline provjerava se svakih 10 minuta kako bi se osigurala postojana hrapavost površine i kvalificirana izvedba zaštitnog sloja.
Formula reagensa za površinsku obradu izravno određuje učinkovitost i ekološku prihvatljivost zaštitnog sloja. Međutim, većina domaćih tvrtki još uvijek koristi tradicionalne formule reagensa, što otežava balansiranje otpornosti na koroziju i ekoloških zahtjeva. Tradicionalni procesi kiseljenja i pasiviranja koriste visoku koncentraciju mješavina klorovodične i dušične kiseline , koji može brzo ukloniti površinski kamenac oksida, ali je vrlo korozivan, lako dovodi do mikropukotina na površini bakrene cijevi, smanjujući čvrstoću proizvoda. Nadalje, pročišćavanje otpadnih voda je teško i skupo; dok su domaće razvijeni rafinirani reagensi za obradu poboljšali učinak na okoliš, zaostaju za uvezenim reagensima u smislu adhezija premaza i otpornost na koroziju . Uvezeni nanokeramički agensi za premazivanje mogu stvoriti gusti zaštitni film na površini bakrene cijevi, s otpornošću na kiselu i alkalnu koroziju dvostruko većom od domaćih reagensa.
U isto vrijeme, većini tvrtki nedostaje mogućnost optimizacije formulacija reagensa i ne mogu prilagoditi komponente reagensa prema daljnjim potrebama. Na primjer, za rješavanje karakteristika korozije s visokim udjelom soli u morskim sredinama, specijalizirano faktori otpornosti na koroziju treba dodati reagensima za oblaganje. Međutim, domaće tvrtke bore se za točnu kontrolu omjera dodavanja, mogu samo kopirati općenite formule, što rezultira značajno smanjenim zaštitnim učincima. Nasuprot tome, uvezeni proizvođači reagensa mogu prilagoditi formulacije prema potrebama kupaca i pružiti ekskluzivna procesna rješenja kako bi osigurali prikladnost proizvoda za specifična teška okruženja.
Iako se često zanemaruju u usporedbi s osnovnim proizvodnim procesima, nadogradnje tehnologija površinske obrade, usprkos relativno malim ulaganjima, mogu značajno povećati dodanu vrijednost proizvoda i postati ključni čimbenik za tvrtke u osvajanju vrhunskog tržišta. Za domaće tvrtke za bakrene cijevi, nema potrebe slijepo slijediti uvezenu opremu i reagense; umjesto toga, postupno mogu postići profinjenu površinsku obradu postupna nadogradnja opreme , standardizirana kontrola procesa , i optimizacija formule reagensa , rušeći tako nevidljive prepreke ka vrhunskom tržištu.
Tvrtke mogu odabrati višeslojna rješenja za nadogradnju opreme na temelju svog pozicioniranja proizvoda. Za mala i srednja poduzeća (SME) s ograničenim kapitalom i usmjerena na konvencionalne proizvode, postojeća oprema za kiseljenje može se modificirati dodavanjem automatski monitori koncentracije kiseline i sustavi za kontrolu temperature , optimizirajući procese kiseljenja i pasiviranja. Ovo kontrolira pogrešku debljine zaštitnog sloja unutar ±0,3 μm, ispunjavajući niske do srednje zahtjeve otpornosti na koroziju. Cijena modifikacije je samo 1/15 cijene uvezene opreme. Za tvrtke koje ciljaju na tržište srednje klase, domaće proizvodnje srednje klase oprema za vakuumsko premazivanje može se kupiti, u kombinaciji s uvezenim sustavima za mjerenje debljine jezgre, osiguravajući stabilne performanse zaštitnog sloja uz kontrolu troškova. Za tvrtke na vrhunskom tržištu, ciljana nabava uvoznog precizna oprema može postići ultimativnu kontrolu zaštitnog sloja, nadoknađujući troškove opreme kroz premium cijene proizvoda.
Prakse transformacije srednje velike tvrtke za bakrene cijevi u Ningbou vrlo su poučne. Tvrtka je uložila 800.000 RMB da opremi svoju postojeću proizvodnu liniju za kiseljenje i pasiviranje sustav automatske kontrole temperature i koncentracije , optimiziranje formule reagensa za pasivizaciju. Ovo je poboljšalo prianjanje zaštitnog sloja s 3B na 2B i produžilo vijek trajanja ispitivanja u slanom spreju s 500 sati na 800 sati, uspješno ušavši na tržište brodske opreme srednje klase. Premija proizvoda dosegla je 15%, a povrat ulaganja premašio je 180%.
Tvrtke bi trebale napustiti ekstenzivne proizvodne metode i uspostaviti standardizirani sustav kontrole procesa površinske obrade. Oni bi trebali identificirati ključne kontrolne točke u svakoj fazi, kao što su dekapiranje, poliranje, premazivanje i testiranje, te razviti jasne standarde parametara i operativne procedure, formirajući standardizirane operativne procedure (SOP). Na primjer, jasno definiranje osnovnih parametara kao što su vrijeme kiseljenja, koncentracija kiseline i temperatura premaza za različite materijale bakrenih cijevi osigurava dosljedan rad. Istodobno bi trebali pojačati praćenje procesa, uvođenjem laserskih mjerača debljine i testera prianjanja za provođenje ispitivanja uzoraka debljine zaštitnog sloja, hrapavosti i prianjanja svake serije proizvoda, brzo identificiranje problema i prilagođavanje procesa.
Trebale bi ojačati i tvrtke obuka radnika , omogućujući radnicima da svladaju podešavanje parametara, održavanje opreme i metode testiranja, umjesto da se oslanjaju samo na iskustvo. Jedna tvrtka je uspostavom standardiziranog sustava i mehanizma obuke smanjila stopu grešaka proizvoda u procesu površinske obrade s 8% na 1,5% i poboljšala dosljednost izvedbe zaštitnog sloja za 60%.
Tvrtke mogu optimizirati formulacije reagensa za površinsku obradu kroz neovisno istraživanje i razvoj te zajedničko istraživanje i razvoj. Za tradicionalne procesne tvrtke, mogu postupno smanjivati koncentraciju kiseline, dodavati inhibitore korozije i stabilizatore kako bi smanjili stvaranje mikropukotina na površini bakrene cijevi, a istovremeno smanjuju troškove obrade otpadnih voda. Za tvrtke sa sofisticiranim procesima, mogu surađivati sa sveučilištima i istraživačkim institucijama na razvoju specijaliziranih reagensa prilagođenih specifičnim scenarijima, kao što je razvoj reagensa za premaze visoke otpornosti na sol za morske okoliše i reagensa otpornih na kiseline za scenarije kemijske industrije, čime se poboljšava ciljana konkurentnost njihovih proizvoda.
Osim toga, tvrtke mogu usvojiti " uvezeni reagensi domaće razvijena prilagodba "model. Dok koriste uvezene reagense za osnovne komponente, oni mogu samostalno formulirati pomoćne komponente, balansirajući učinak i cijenu. Na primjer, jedna tvrtka koristi uvezene proizvode za osnovne keramičke faktore u svom procesu nano-keramičkog premazivanja, dok samostalno razvija pomoćne komponente. Ovo ne samo da jamči otpornost na koroziju, već i smanjuje troškove reagensa za 30%.
Samo " zaštitni film " čini veliku razliku u vijeku trajanja proizvoda i dodanoj vrijednosti. Ovaj detalj odražava temeljnu logiku koja stoji iza transformacije kineske industrije bakrenih cijevi s "prioriteta razmjera" na "prioritet kvalitete" — konkurencija u vrhunska proizvodnja često leži u naizgled beznačajnim završnim procesima. Površinska obrada, ispitivanje preciznosti i zaštita ambalaže , naizgled pomoćni koraci, presudni su za poboljšanje stabilnosti proizvoda i produljenje životnog vijeka, a također su nevidljive poluge za tvrtke da se probiju kroz nižu konkurenciju i zauzmu vrhunska tržišta.
Kineskim proizvođačima bakrenih cijevi nije potrebno slijepo težiti nadogradnjama osnovne proizvodne opreme. Usredotočujući se na detaljne procese kao što su površinska obrada i kroz modifikacija opreme, standardizirano upravljanje i optimizacija formule , mogu poboljšati konkurentnost proizvoda uz niže troškove i postići udvostručenje dodane vrijednosti. Kada sve više i više tvrtki počne obraćati pozornost na rafiniranje ovih "skrivenih procesa", kineska industrija bakrenih cijevi može doista pobjeći iz nevolje "konkurencije s niskim cijenama", transformirajući se iz velike proizvodne zemlje u proizvodnu moć i uspostavljajući čvrsto uporište u globalnom vrhunskom opskrbnom lancu.

Što je bakrena cijev debelog zida? Bakrena cijev od debelog zida, također poznata kao bešavna bakrena cijev debelih zidova, metalna je...
See Details
Pregled i važnost bakrene kapilarne cijevi U modernoj industrijskoj opremi i sustavima kontrole preciznosti minijaturizacija i visoka ...
See Details
Što je bakrena cijev? Analiza materijalnog sastava i osnovnih karakteristika Definicija bakrene cijevi Bakrena cijev je cjevasti ob...
See Details
Razumijevanje bakrenih kvadratnih cijevi: sastav, ocjene i tipične primjene Bakrene kvadratne cijevi su specijalizirane ekstruzi...
See Details![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Sva prava pridržana.
